







双壁波纹管的应用率越来越遍及,在施工进程中会选择适宜的施工办法,本溪打孔波纹管所以在使用进程中有越来越多的优势。让我们了解一下储存双壁波纹管的注意事项,本溪打孔波纹管HDPE双壁波纹管具有重量轻、排水量小、阻力,抗压强度高、耐腐蚀、施工便利等优点,是代替水泥混凝土管的抱负资料
双壁波纹管对沟底的要求很低。由于水泥管是刚性管,本溪打孔波纹管为了保证承插效果,沟底需求处理平整,需求铺设基础层,要求施工人员责任心强。HDPE双壁波纹管是一种软管,它对沟底的要求很低。它的管材在装卸、运输和堆积进程中应防止磕碰,禁止投掷。冬季长时间罢工,管道内排水没有安全保温措施,防止管道开裂。
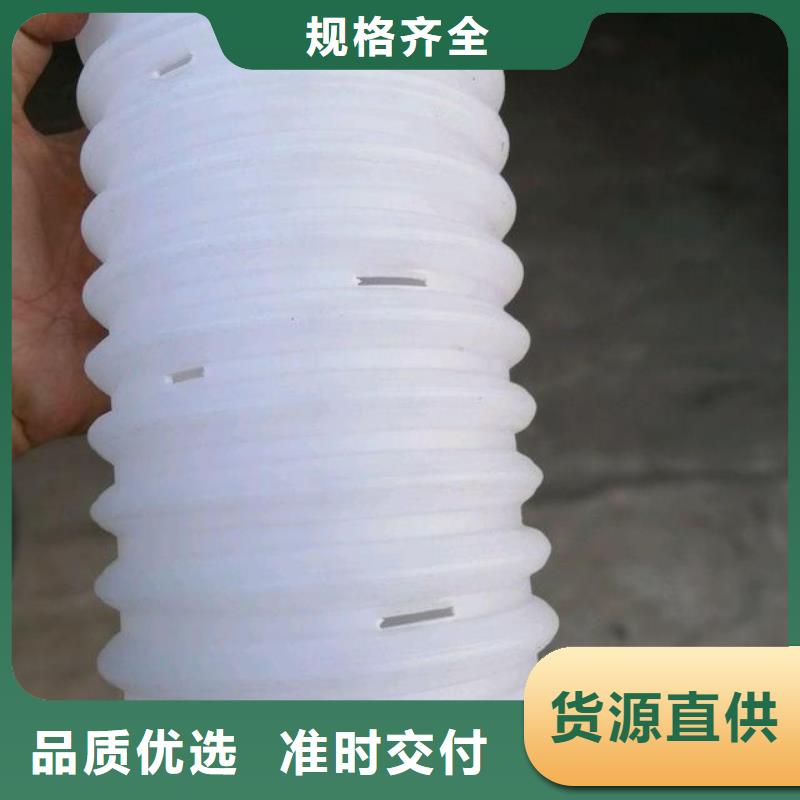
打孔波纹管
双壁波纹管一般都是短途运输,不得在坚固不平的地面和砾石面上迁延或碾压。寄存场地应平整,堆积时波纹管的插座和插口应间隔一定距离摆放,并扎牢。关于双壁波纹管仓储的注意事项,您可以根据实际施工要求选择适宜的办法,防止盲目操作形成不必要的丢失。
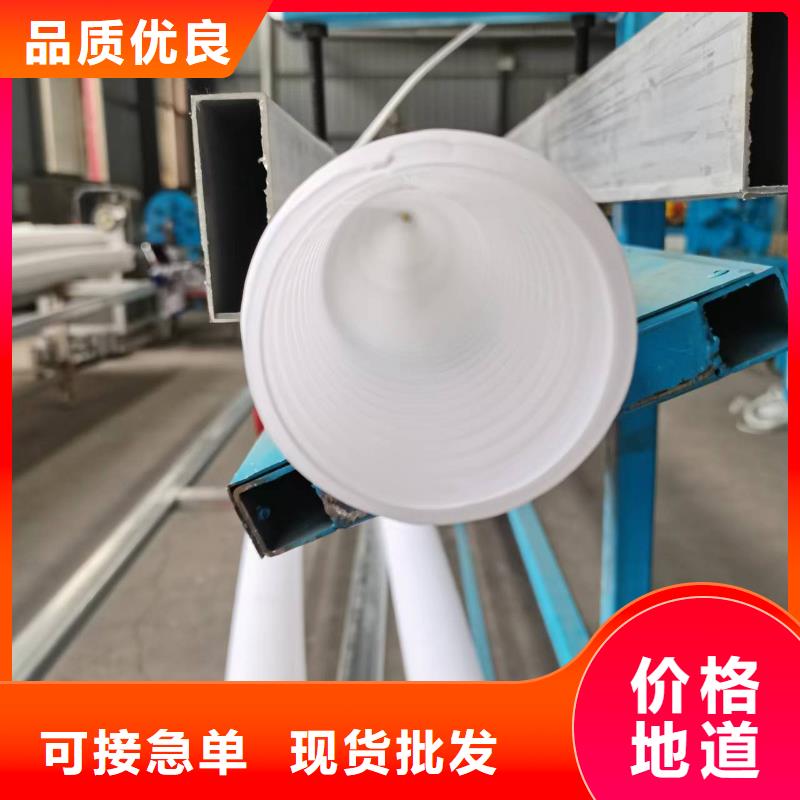
打孔波纹管,已经成为土木工程建设中排水的主要产品,本溪打孔波纹管还被广泛应用于高速公路,市政工程及运动场等地,来看看这种埋在地下的波纹管是怎么制造出来的。
打孔波纹管采用的是挤出一次成型工艺,而原料是由一些高密度的聚乙烯(HDPE)塑料制成,这种材料耐腐蚀性能强,使用寿命非常长,在生产过程中先把准备好的聚乙烯塑料和一些添加剂放在一起,送入机器中让其充分搅拌混合。搅拌混合后的原料被送入到挤出机中,高温加热到230摄氏度,使得塑料颗粒被熔化后挤出粘稠的液体,被看从机器中挤出来的这一坨坨的很难看,就是用它们制造出那些带波纹漂亮的管子。
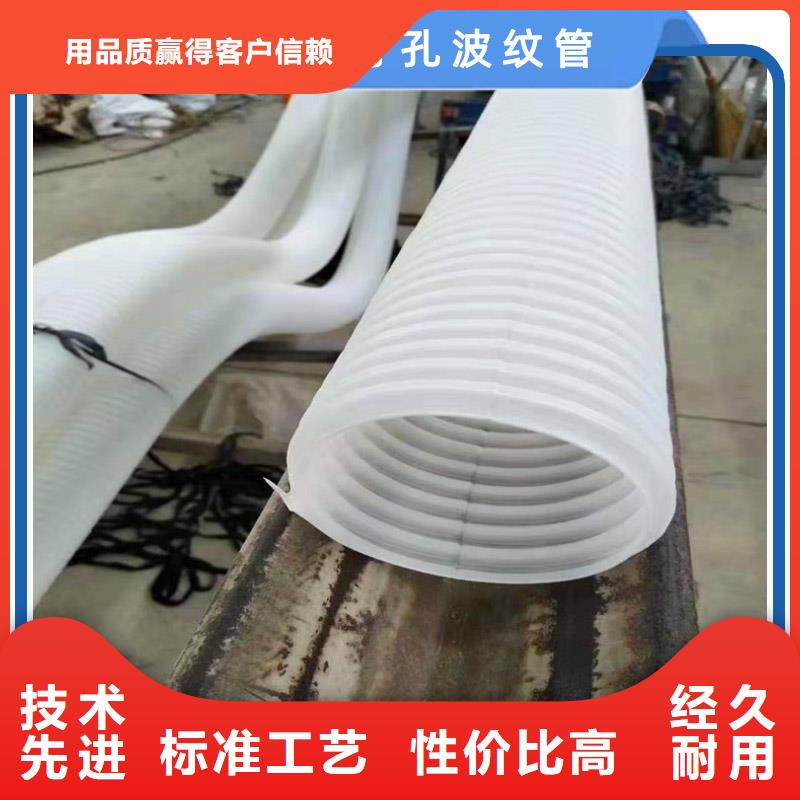
波纹管的成型模具是由上百对左右分开的模块组成,本溪打孔波纹管通过每对模块循环的闭合和打开就可以不断的制造出波纹管。
挤出机头伸入到模腔中,随着每组模具的闭合就形成了波纹管的成型腔,挤出机把熔化的聚乙烯塑料注入到模具中,溶液会迅速填充到纹路中,随着模具向前移动模具中的冷却系统会让波纹管硬化成型,每对模具会自动打开脱模,模具向前移动继续循环成型波纹管。
通过几个带齿的转盘旋转,在波纹管的四周凹槽处打孔,一般都会打方孔这样能增加排水面积。
波纹管表面用一层滤布包裹并热压粘紧,这样可以防止排水沟上的孔洞被堵塞。
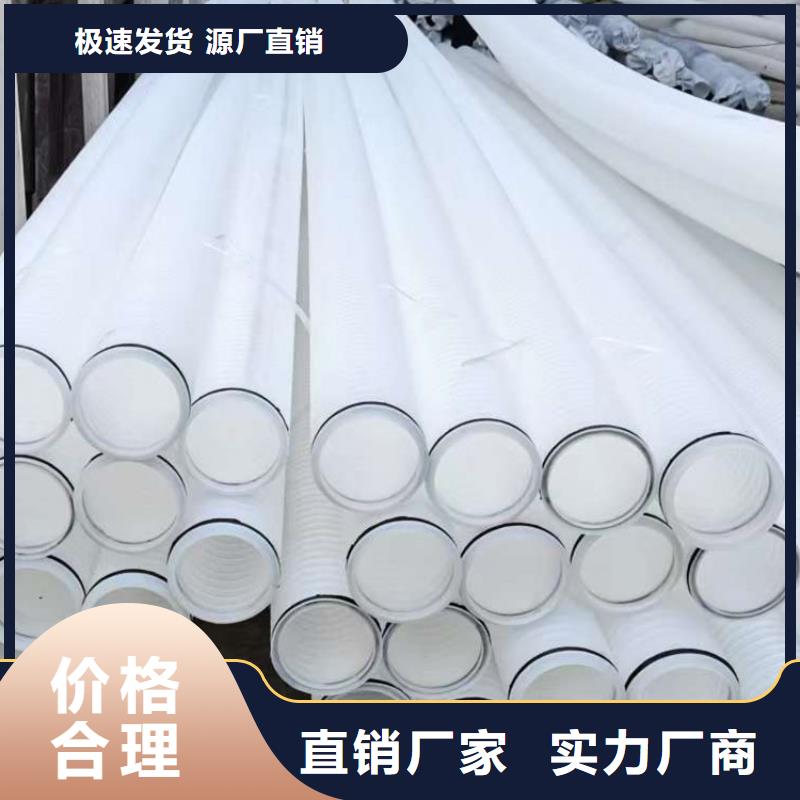
将水管按一定长度切断并缠绕在卷轴上,并用绳子固定,再用塑料薄膜缠绕就可以直接出厂了。
每一个产品都要进行抽样测试,通过压缩强度测试可以确保管道在承重时不会发生弯曲。
双壁波纹管是什么材料做的双壁波纹管可以分为两类,本溪打孔波纹管HDPE双壁波纹管和PVC双壁波纹管。HDPE双壁波纹管,经过名称就可以看出是运用高密度聚乙烯来制造的,外壁呈波纹状,内壁滑润。咱们都知道HDPE双壁波纹管在业界名声很好。 本溪打孔波纹管大部分人在挑选管道都会选HDPE双壁波纹管。为什么人们对它如此追崇呢,由于HDPE双壁波纹管管道功能十分优胜。谈到功能,这就要谈到它的原材料高密度聚乙烯了,高密度聚乙烯是一种结晶度高的热塑性树脂。
打孔波纹管
它具有杰出的耐热性和耐寒性,化学稳定性好,还具有较高的刚性和韧性,机械强度好,介电功能,耐环境应力开裂性亦较好。PVC双壁波纹管是采用聚氯乙烯为原料制造,外壁呈等距排列的梯状波纹,内壁滑润。
想要了解其功能,首先要了解制造原料PVCPVC为无定形结构的白色粉末,支化度较小,对光和热的稳定性差,在100℃以上或经长时间阳光曝晒,就会分化而发生氯化氢,并进一步自动催化分化,引起变色,物理机械功能也迅速下降,在实践应用中必须加入稳定剂以进步对热和光的稳定性。
打孔波纹管 PE管在长时间的储存和循环过程中,管道内会积聚大量的灰尘、杂物等杂物,对于这些灰尘杂物通常采用吹扫的方法进行清理,吹扫过程中有一些我们需要了解的事项,现详细说明如下:
1.吹扫试验所用介质应为压缩空气,温度不应超过40℃。
本溪打孔波纹管 2.吹扫时,PE管应与无关系统和操作系统隔离,并应有明显标志,不得与阀门隔离。
3.调压器、冷凝液瓶、阀门等设备不得参与吹扫,吹扫合格后安装。
本溪打孔波纹管 4.吹扫口应设在开阔地带,并采取加固措施;排气口应接地。吹扫时应设置安全区,吹扫出口严禁站人。
5.吹扫气体压力不大于0.3Mpa。吹扫气体流速不应小于20m/s,且不应大于40m/s。
6.PE管长度应根据吹扫介质、压力、风量确定,不应超过500m。
本溪打孔波纹管 7.目测排气无烟无尘时,应在排气口设置白布或白漆木靶板进行检查。5分钟内靶上无灰尘、塑料碎片等杂物为合格。
以上详细介绍了PE管吹扫的技术规范,如所有细节。吹扫工作应连续进行几次,按纸上标准确认吹扫合格。以后设备复位时,不应影响管道的清洁度。